
Broaching Process and Selection Of Suitable Oil For Broaching

Introduction
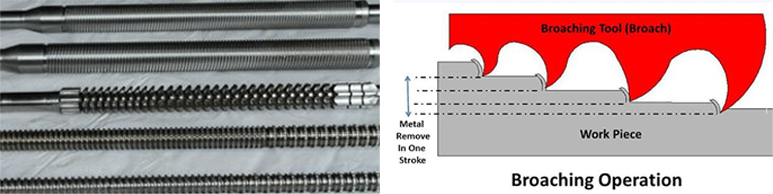
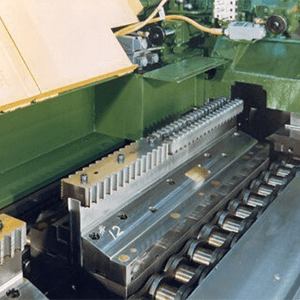
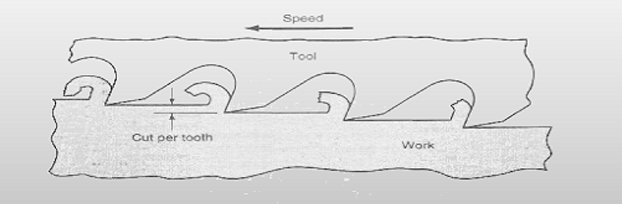
Broaching is one of the most severe metal cutting operations , the metal removal process that is performed on flat, round, or contoured substrates. The multi-toothed cutting tools used in broaching have teeth which are generally higher than the preceding tooth, each removing more material as it passes over the substrate. Each tooth takes off a successive layer of the material which removes large material in a single pass.
Broaching is a popular and highly successful process which is used in many industries like fasteners, gears, automotive, agriculture, industrial manufacturing, oil & gas, heavy equipment and aerospace.
Broach principles
The broach is a multi-edge tool, with a progressive and linear cutting edges (so the broaching operations ever finish the surface in a single pass). For reference, there are cylindrical broaches for internal cutting by compression and plain broaches for external cutting by traction, but broaches can be build and categorized by many means.
Most broaches are made of uncoated HSS (High Speed Steel) and (less frequently) tungsten carbide. When coats are used to extend life and increase superficial hardness, TiN,AlCrN are commonly used coating to the broach teeth Each broach is designed for specific cutting operation to achieve the desired shape hence broach are most expensive tool.
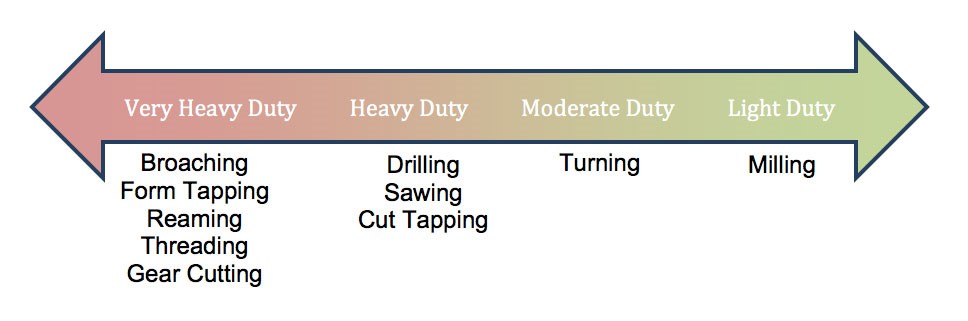
Broaching operation is a most severe operation in the machining or metal cutting process compared to other cutting process as shown below
TYPES OF BROACHING MACHINE
- Horizontal broaching machine
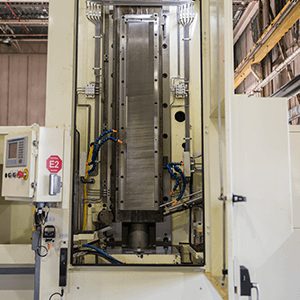
- Vertical broaching machines
- Surface broaching machines
- Continuous broaching machine
Types of Broaching Machine

Vertical broaching
Vertical broaching
Surface Broach
Continuous Broach
Broaching Process
A multi tooth forming tool moves linearly relative to the work piece in the direction of the tool axis. Broaching is a process with which internal profiles, grooves and complex geometric shapes can be machined in a highly accurate and productive way.
Selection of the cutting fluid to be used in broaching will depend on the materials of the work piece and the tool, operating conditions of the machine used.
Today’s cutting fluids contain a wide choice of special chemical agents designed to supply a definite degree of lubricity, surface activity, stability activity, and anti-weld properties.
An effective Cutting Oil should:





All metalworking fluids eventually become contaminated and require disposal, even if the user has selected a high-quality fluid and has practiced proper fluid management. With this in mind, some simple coolant-system cleanout procedures is also be recommended which can extend coolant and tool life as well as improve the entire broaching operation.
Considering the broaching process and operating conditions of the machine it is observed that most of the broaching processes are low speed operations with high pressure in cutting zone and heavy depth of cut. The tribological condition also demands more of boundary lubrication hence the broaching operation requires more of lubrication than cooling to reduce the friction at the tool and chip contacts to avoid the build- up edge formation on the tool surface. These requirements are mainly achieved by selecting neat cutting oils which provide maximum lubrication compared to water soluble type.
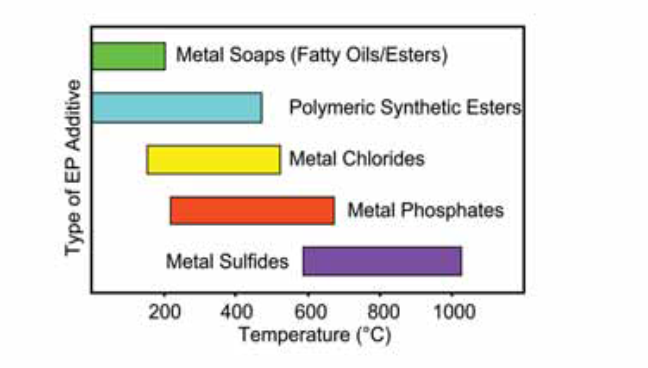
Broaching processes are the most demanding in this aspect, since they are carried out with high pressures in the cutting zone, but at low speeds that generate little heat. When little heat is generated, high temperatures are not reached, which makes it difficult for the additives to react properly. This makes necessary the use of specific Extreme Pressure additives (EP) that can react in a range of relative low temperatures. For this reason, the cutting oils used for broaching must be specifically selected. For this type of operations, solutions with different amounts of chlorine and sulphur are usually used, such as flowers of sulphur plus chlorinated hydrocarbon.
The neat cutting oil generally consists of base oil and additives. The additives are of several types e.g., extreme pressure (EP), lubricity, antioxidants, antifoam, antimist additives etc. The EP additives also are of several types. It may be chlorinated, sulfur, phosphorous containing additives. The sulphur additive performs an anti-wear function in cutting oils by forming a chemical bond between the cutting tool and work piece thereby keeping the tool from coming in direct contact with the metal being cut. There are two types of sulphur additives, active and inactive. The inactive compound is used for cutting the mild (low-carbon) steels and will not stain the softer materials. The active sulphur forms a stronger bond than the inactive but will stain soft metals. So oil containing active sulphur is recommended for cutting and broaching the harder varieties of steel only. The object of this chemical bond is to promote longer tool life and to keep the tool from welding itself to the work piece under the severe temperatures created in many metal cutting operations. The chlorine additive also works in the same manner as the sulphur additive and tends to complement the sulphur by strengthening the chemical bond (film) around the tool. The lubricity additives may be fatty oils and esters.
Choosing the Perfect Coolant: There Are No Easy Answers
Of course, there are more aspects to coolants than those presented here. There are no real secrets or off-the-shelf recommendations for a perfect coolant. The coolant that is excellent for broaching high-alloy steel may be very poor for broaching stainless, and vice versa. The action of a cutting fluid in reducing friction depends entirely upon the chemical properties involved, and the fluid must be tailored and adjusted with the correct amount and types of additives.
The additives selected should withstand the extreme loads during cutting process to enhance the tool life. Too weak a reaction and the lubricating film may not form. Too strong a reaction, and both the tool and the work piece may be chemically attacked and worn down.
At low cutting speeds, cutting fluids vary greatly in their ability to reduce chip-to-tool face friction. However, at faster cutting speeds, there is less time for fluid penetration, less time to react, and therefore, less friction-reducing ability. Good cooling and wetting abilities are much more important at faster speeds since the time for chemical reactions to form adsorbed films is measured in milliseconds.
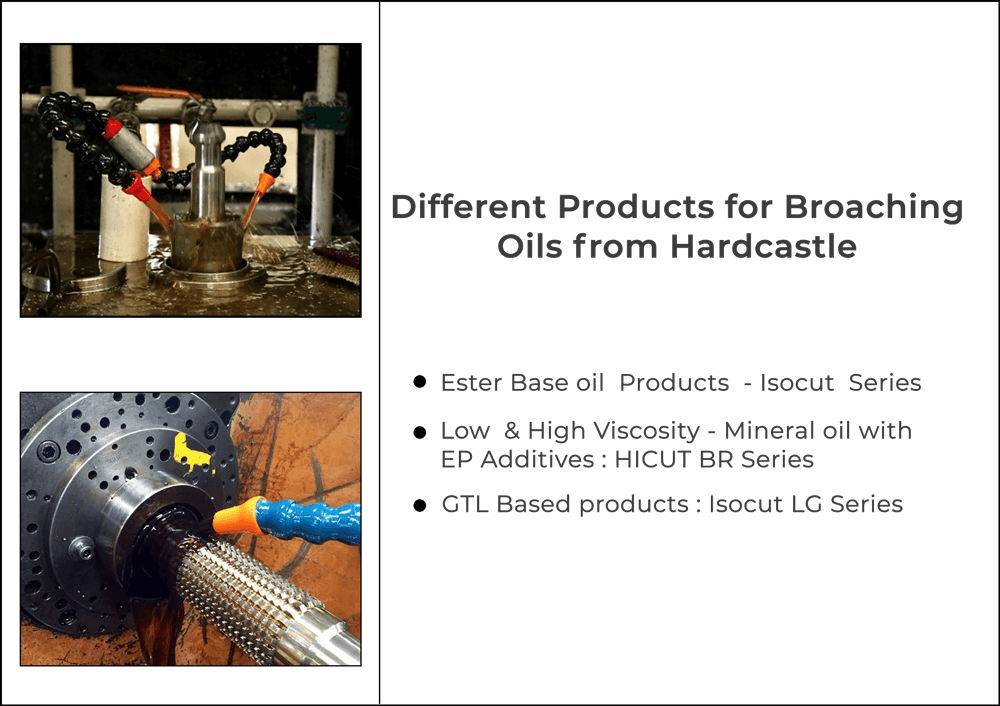
Designing a suitable Broaching oil
Hardcastle Petrofer is a leading broaching oil manufacturer in India. We at Hardcastle Petrofer Ltd design and develop a suitable range of broaching oils after thoroughly understanding the broaching process and considering the following critical parameters.
- Machine Speed
- Broach type and material
- Work Piece material
- Tool life expected
- Broach components finish
- Load carrying capacity, Lubricity and Coefficient of Friction expected
- Operational Severity
- Carefully selected base fluids and performance additives
Considering above factors we have range of broaching oils with viscosity ranging from 15cSt to 46 cSt @ 40 Deg C with very high EP load .for light to heavy broaching operations
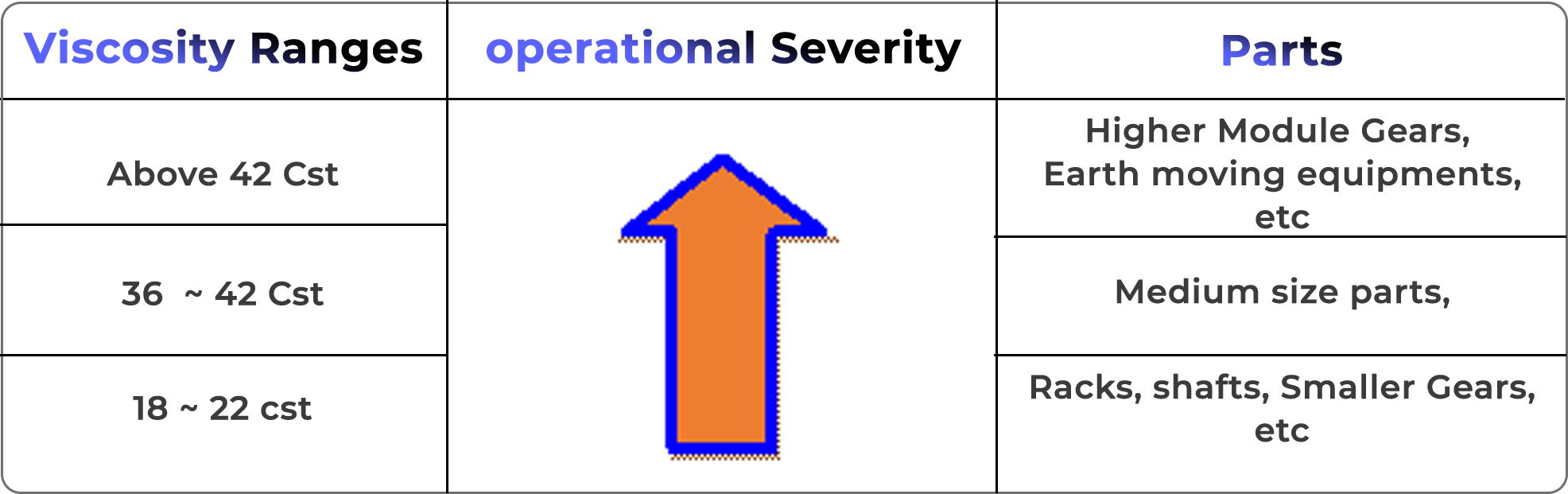
As we observe that broaching speed varies from 20 to 120 Surface Feet per Minute (SFPM) depending up on the part size and material, recommendation of correct and suitable viscosity grade is a challenge. Our expert service engineers will assist and guide you in selecting a right grade to address all your queries








